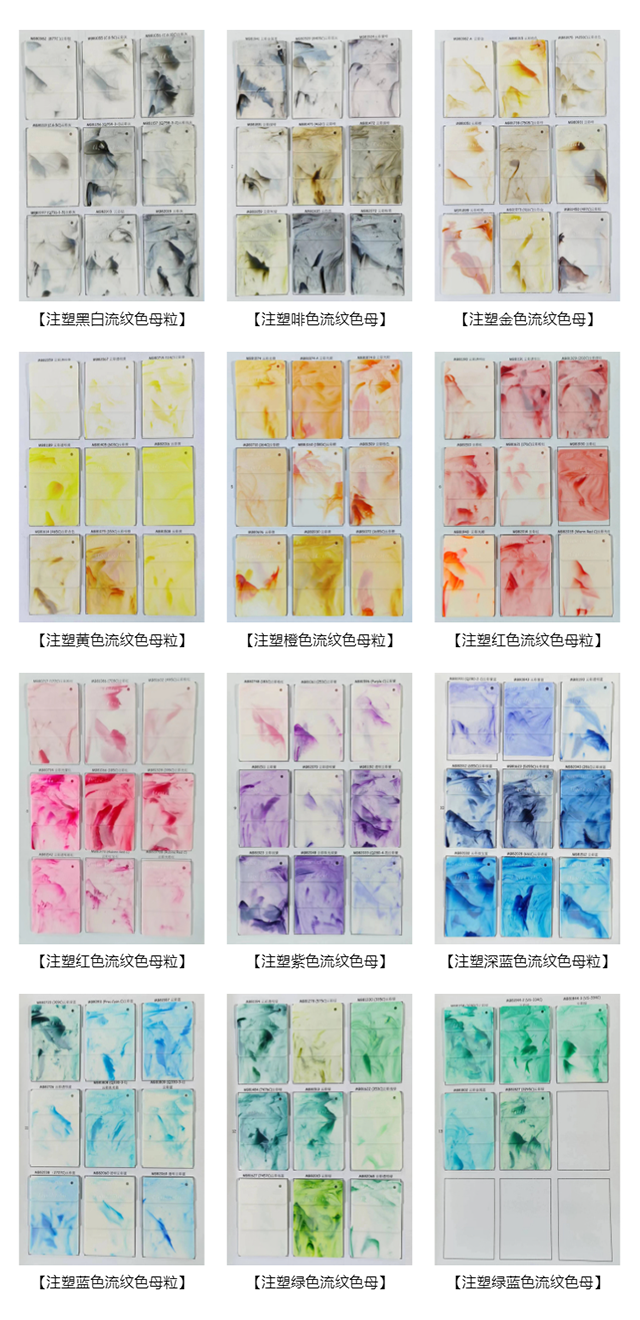
流纹色母仿大理石纹色母采用高相容性的材料,利用色母与原料之间的不同熔点和流动率,而产生自然的不规则条纹。客户可以根据需要采用不同色彩色母搭配出更为精彩的颜色效果。
用一般的注塑加工条件,再视结果调整操作条件首次试料时机台温度。建议先设定在使用原材料的适温范围,需确定的机台温度到达后才进行下料生产,待出5~8模后,看其成品所显现的纹路效果情况,如未达理想效果时再行调整:如纹路少并有颗粒状况时,请调高(约5~10℃)温度.如效果快熔成无纹状况时,请调降(约5~10℃)温度.无论调高或调降后,一样需待5~8模后再看其效果是否达成,机台成型温度越高则纹路越细(上下温差大约在±5~15℃)料管的置料时间也会影响到产品的效果:故如遇停机后,需待温度到达时,将料管中的置留原料洗净后再行生产。
射出压力(背压):开始操作时,背压需为0。成品上若有粒状色母呈现,表示色母未适当融解,则试着调高射出机之加工温度(每次调整以5~10度为原则),假使仍无法改善,再增加背压,背压调整后,反而色母融解过头导致流纹效果不明显时,则再调降背压。
射出速度:设定射出速度时,第一段的射速必须低于第二段的射速,使得第二段产生推力推进第一段。
因色母的比重较重,如纹路效果的分散均集中在外围四周(即靠近进胶点部分纹路较少时),请将射速调慢或将压力第一段调低及第二段调高即可。
进胶点(灌点)大小:进胶点之大小也会影响流纹效果。进胶点较小者,需调高第二段之射出速度,反之则调低第二段之射出速度。
注意事项:
A、如果流纹效果不明显,色母成颗粒状,可适当的提高加工温度和加大背压及调高射嘴温度;反之如果流纹效果太幼,太密、可适量降低加工温度,放小背压等加工条件。
B、关于转速的设定,软胶级流纹需设定慢速,硬胶级流纹则需设定中上的转速。
C、当流纹的纹路效果调整出来后,较低的加工温度可产生较粗的纹路效果,反之,较高的加工温度可产生较细的纹路效果。
流纹色母大理石花岗石效果